锁模结构和注射部件
锁模结构的特点: 标准部件 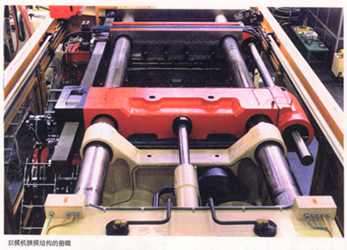
・液压/机械联合锁模设计,配有独立的模具开闭和锁模油缸;能提供很高的速度 ,精度、刚度和能效。
・900吨以上注塑机采用四个锁模油缸,以使活动模板上颔模力可
・160吨至750吨注塑机,各个模板直接支承在拉杆上;900吨以上的注塑机模板则 在底座上的淬火导轨上滑行。
・所有的模板都经有限元法分析,以减少其变形并可校核其最大应力点。
夹紧套:
来自增压器的高压油,把夹紧套和夹紧杆夹固。两夹紧杆成对角线安装。该夹紧力足以克服任何一个模具的出模力(约为总吨位的10%),及模具a开、闭模时的惯性力。
注射部件的特点:
由于双模式注塑方法在每次注塑仅有一个工件注出。通常可选择与标准注塑机相同规格的注塑部件。要求有足够的塑化时间,就需要配用一个较大直径的螺杆。
 ・双金属料筒和 colmonoy
56镶边螺杆
・双金属料筒和 colmonoy
56镶边螺杆
・料筒在其喷嘴一端被支承和导向,以防止变形,并保证与注塑机热流道对正。
・径向柱塞马达,起动扭矩大,停位准确以精确控制注射量
・标准注射部件压力范围为1000 bar到2400 bar
・为满足大注射量或大塑化量能力的要求,可采用两级注射设计。
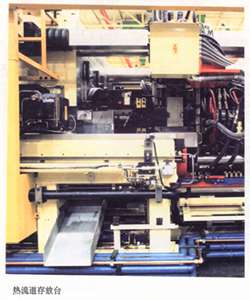
注塑机热流道系统:
料筒顶部分别与每个热流道相接,以一个油缸来平衡注射压力。
作者:中国塑料机械网 来源:中国塑料机械网信息中心
相关文章
|
栏目导航
|
|
本类热门
|
|
|
本类推荐
|
|