实例分析#1
(汽车散热器护栅板和轮盖) 生产图例>>>
在两个不同的模具注塑过程中总的工作周期要受较长的一个加工周期的支配。
轮盖的注塑通常要用44秒钟,因此一个完整的工作周期要50秒钟。工作周期的分配表如下所示。
双模机机把停滞时间压缩到了最小,从而提高了生产率。
在轮盖模具冷却的时间里,为护栅板模具进行塑化。由此可见一台双模机的总生产率,实际是双倍的。
工件数据: 护栅板(模具b) 轮盖(模具a)
尺寸:794x180mm Φ390mm
重量:781克 485克
材料:abs(bayer-moplen) abs(bayer-moplen)
工作周期分配表: 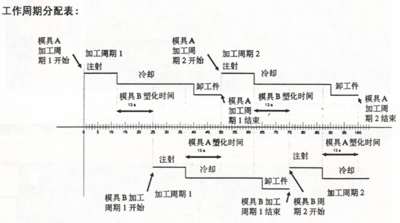
工作周期分配:
| 模具a | 模具b | |
| 总注射过程 (注射十保压十减压) | 12.0 | 12.0 |
| 冷却 | 28.0 | 28.0 |
| 卸下工件 (开模十项出十闭模) | 10.0 | 10.0 |
| 总工作时间(秒) | 50.0 | 50.0 |
-----------------------------------------------
作者:中国塑料机械网 来源:中国塑料机械网信息中心
相关文章
|
栏目导航
|
|
本类热门
|
|
|
本类推荐
|
|